- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Vyhněte se úskalí! Mylné představy o tloušťce stěny při navrhování rotačních lisovacích produktů
2024-07-24
Obvykle se domníváme, že produkty rotačního formování mohou splňovat jejich požadavky na návrh zvýšením tloušťky stěny produktu, když jsou pod tlakem. Ale po našem výzkumu jsme zjistili, že tomu tak není. Pojďte se podívat, co se děje!
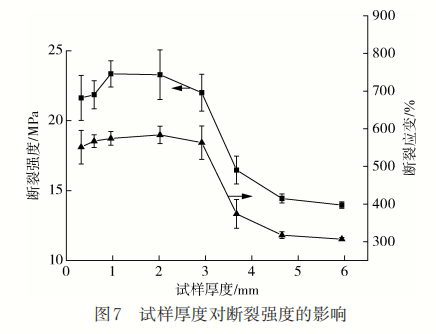
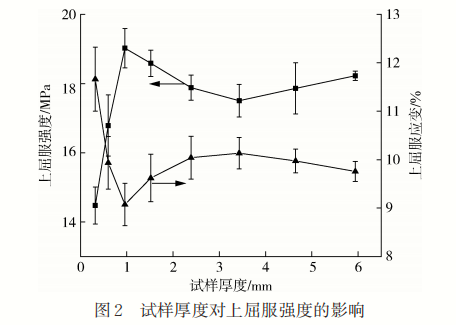
Po testování a studiu pevnosti výtěžku v tahu, pevnosti zlomeniny a modulu v tahu vzorků s různými tloušťkami jsme zjistili, že se zvyšováním tloušťky materiálu, odpovídající výnosová pevnost, pevnost zlomeniny a modul v tahu často vykazují jev nejprve zvyšování a pak se snižují, přičemž se zvyšuje pouze odrůda a snižování.

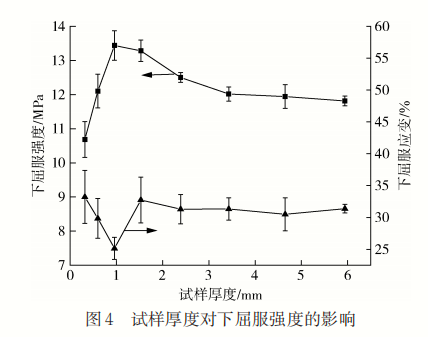
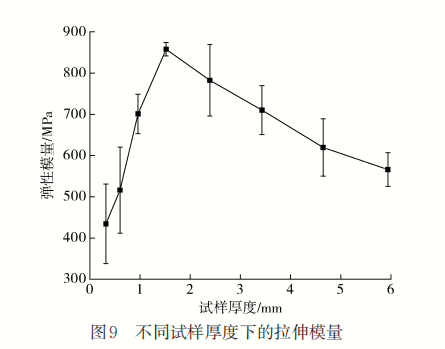
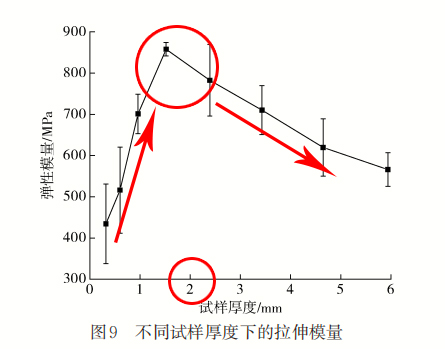
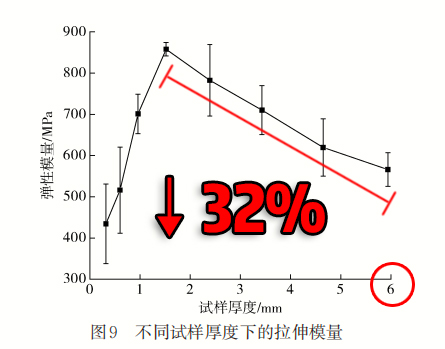
Jako příklad vezme výsledky testu tahového modulu, maximální modul tangen v kmeni ≤ 10% se nejprve zvýší se zvýšením tloušťky vzorku. Když se tloušťka vzorku zvětšuje na 2 mm, modul v tahu dosáhne svého nejvyššího bodu a poté se snižuje s klesajícím tloušťkou vzorku. Když se tloušťka zvětšuje na 6 mm, modul v tahu se ve skutečnosti snižuje asi o 32% od nejvyššího bodu. Takový obrovský rozdíl přináší značné skryté nebezpečí k designu plastových výrobků.